产品中心

广东全自动三轴两轴多功能铣床厂家
- 更新时间:2025-03-16
-
联系方式
唐艳婷 女士(销售经理)
- 举报
 收藏该店铺
收藏该店铺
 收藏该店铺
收藏该店铺 已收藏
已收藏广东全自动三轴两轴多功能铣床厂家
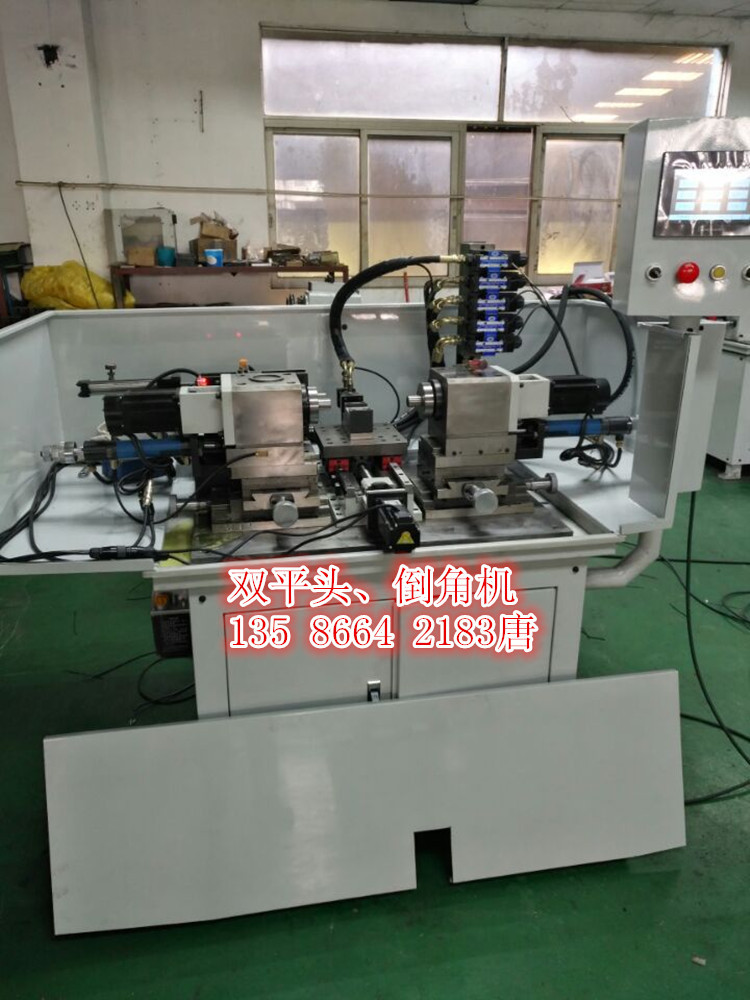
铣一字扁位机铣十字平行槽机_广东全自动三轴两轴多功能铣床厂家
产品详情
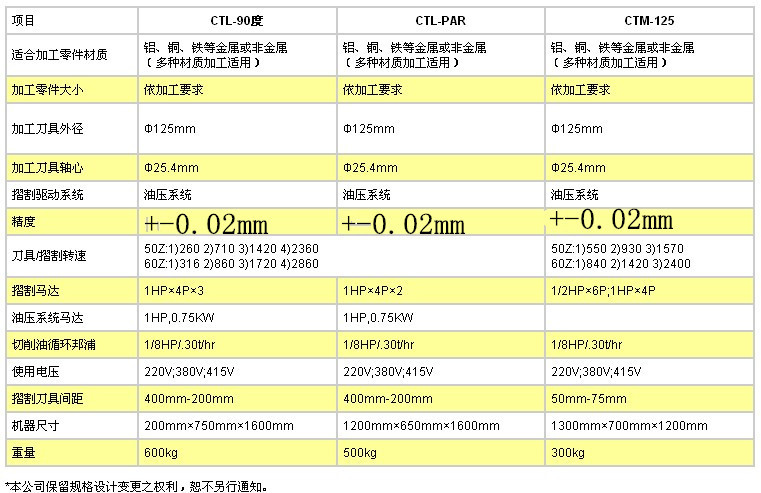
技术参数

点击输入名称
特征描述
1.整机设计为全自动(或半自动)运行,操作非常简单方便,可一人操作多台机器
2.整机的滑板采用台湾品牌铸件,经淬火硬化及精密研磨处理后,硬度达HRC62°以上,磨擦系数极低,运行时又有强制润滑给油装置,以保证耐磨。
3.控制系统采用日产PLC+台湾电器部件,控制准确,运行稳定,控制程式设定简单,可方便一机多用。
4.加工范围:适合铝、钢、合金、铜或非金属材料
5.加工精度可达±0.01mm
6.每台机产量:2400-5700件/班
7.度:采用高刚性主轴设计,回转精度高,升温低,防尘性优,尾滑动面均经热处理、研磨、铲花,并采用弹性滑道装置,以确保精密度与低磨耗。
图纸




添加图片
点击输入名称
使用说明
一、机器安装
1. 机器搬运中之固定是必要的,机台四角要用钢丝绳拉紧,机台四角用50mmX50mm以上木条钉牢。其余活动部分也要固定牢靠,以免运输过程中出现碰撞或机器翻倒。
2. 机器定位时放置于平整、地基稳固振动小之地面,不要靠近砂轮机等振动及灰尘严重的地方,尽可能远离发电机,变压器等电磁干扰之地方
3. 本机电压为三相380V交流电源,并需零线做控制线,并于订购前确认清楚。
4. 接线时请确保电线锁紧稳固,并于机器外部加设空气保护开关
5. 机器油箱P接头油管P,油箱T接头接油管T。本机为全油压封闭系统,请定期清理滤网,更换液压油(32#)
6. 机器上红漆部位非经过专业训练人员请勿调整更动,否则会影响机器正常运转。
7. 全机器系统压力出厂设定32~35KG/CM^2,若非必要请勿更动,检测方法如下所示:夹具压力调到既为系统压力
8. 本机自动程序由PLC控制,因及各种考量下设有很多保护回路,若非专业人员请勿随意更动以免发生意外。
9. 请勿使用挥发性之油品充当切削液,否则加工中之热能易引发失火,请勿使用水性切削液,否则会影响机台精度,若使用水性切削液请于订机前特别要求,且机器交付使用后每天要保证运转1~2小时
10. 定期加注刀毂座黄油,不可添加一般黄油,需添加耐温200~300度以上之高温黄油,并于填充时清洁四周,以免异物侵入损坏轴承。
11. 所有电源接头及电源线不可走人行通道及往来繁忙的地方,且要有线槽等保护罩。
包装清单
用途/应用领域
适用于各种轴/套类零件(如马达轴芯、打印机复印机轴芯、各类电子通信产品调谐轴传动轴及铰链轴芯),电子产品散热器、电源插头插脚、灯饰等产品精密配件。加工件无论材质(各种金属如铜、铁、铝、不锈钢和非金属件),形状(如轴/套类、矩形类、正多边形类、不规则形状类),我司可酌情量身定做。
产品图片



添加图片
品牌介绍
因我公司为专业设计生产,故机型较全,并可因料单独定制设计,包括冲压之异形料铣面钻孔攻丝。现有标准机型加工范围从材料直径(含相应之多边形料)1.0~16MM,材料长度200MM以内,我司均有标准机型可供选用。如有超出范围之大直径或200~600MM之长轴料,我司可酌情将标准机型改装或另行设计制造,以满足客户要求。
本公司生产系列精密二次加工机乃吸取国内外先进制造工艺,运用CAD辅助三维立体设计,采用球墨铸铁和钢材作原材料制作而成。
■整机运用传统鸠尾导轨结构,经人工时效去应力和鸠尾导轨表面高频淬火硬化(材料应力变形并使致密耐磨),经精密研磨,导向性好,运动精度高。
■电控系统组件、电机、轴承及润滑系统和油压系统配件使用日本或台湾进口,确保整机控制运行稳定,满足长时间高频率工作的需要。
■采用三菱微电脑(PLC)控制,以液压站驱动,全程作业自动或半自动化。
■加工精度可达±0.02MM,加工件的一致性、互换性好。
■单机产能达3500~6000件/工作日(依材质及加工量、工序、表面光洁度有所增减)。
■省人力。人工上料时每人可操作2台以上机床,增加自动上料系统则达5~10台。
■设计合理,调校方便,有通用性。只需更换部分相应配件,便可加工多款产品,利于提高机器利用率,降低生产成本。
